軸承室球鐵(tiě)鑄件1軸承室球鐵鑄(zhù)件(jiàn)流動性較差,收縮較大,因此需要較高的澆注溫度及(jí)較(jiào)...
軸承室球鐵(tiě)鑄件1軸承室球鐵鑄(zhù)件(jiàn)流動性較差,收縮較大,因此需要較高的澆注溫度及(jí)較(jiào)... 軸承室球鐵鑄件軸承室球鐵鑄件結構取(qǔ)決於鑄件形狀、尺寸大小(xiǎo);分型麵數量;合金...
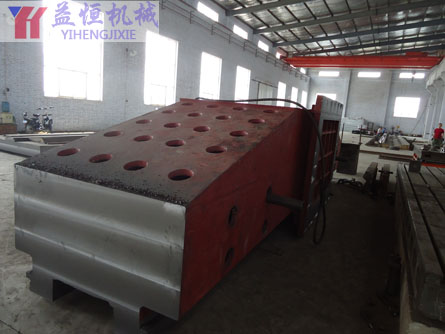
軸承室球鐵鑄件軸承室球鐵鑄件結構取(qǔ)決於鑄件形狀、尺寸大小(xiǎo);分型麵數量;合金... 箱體(tǐ)箱體生產內部存在氣(qì)孔,裂紋(wén),縮孔和縮鬆,晶粒粗大,組織不均及殘餘內應...
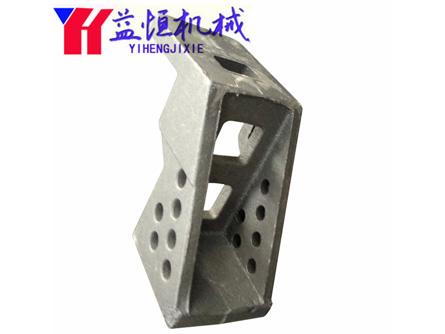
箱體(tǐ)箱體生產內部存在氣(qì)孔,裂紋(wén),縮孔和縮鬆,晶粒粗大,組織不均及殘餘內應... 球墨鑄件出口1球墨鑄件嚴格要求化學成分(fèn),對原鐵液要求的碳矽含量比灰鑄鐵高,降...
球墨鑄件出口1球墨鑄件嚴格要求化學成分(fèn),對原鐵液要求的碳矽含量比灰鑄鐵高,降... 球墨(mò)鑄件出(chū)口球墨鑄鐵流動性較差,收縮較大,因此(cǐ)需要較高的澆注溫度及較大的澆...
球墨(mò)鑄件出(chū)口球墨鑄鐵流動性較差,收縮較大,因此(cǐ)需要較高的澆注溫度及較大的澆...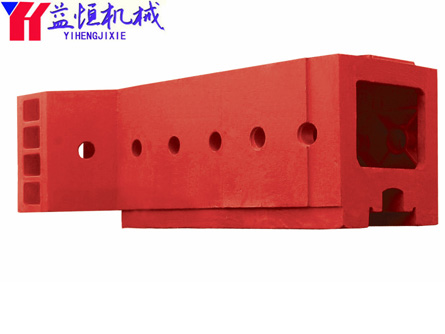
|
|
|
|
|
|
|
機床床身生產工藝:我公(gōng)司有一條完善(shàn)的樹(shù)脂砂生(shēng)產線,各種大型機床床身均采(cǎi)用樹脂砂、消失模鑄造。這種工藝(yì)使得鑄件尺寸,均勻一致,不扣箱,鑄件無飛邊、毛刺;表麵光滑(huá)度接近(jìn)鑄造,內部結構穩定,排(pái)除(chú)或降低了砂眼、氣空等鑄造缺陷,整個生產過程環保,沒有汙染。
為(wéi)了增加機床床身鑄(zhù)件的力學性能、減輕鑄件重量、鑄件的縮孔和防止鑄件產生裂紋、變形夾砂(shā)等缺陷,在床身鑄件結構(gòu)設計中大量采用肋。
在肋的設計中,應考慮其合理(lǐ)的(de)位置,形狀和(hé)尺寸。在滿足鑄件使用要求的條件下,應考慮其可鑄(zhù)性。
設計肋時,要盡(jìn)量(liàng)分散與減(jiǎn)少熱點,避免多條(tiáo)肋互相交錯(cuò),肋與肋、肋與壁的鏈接處要有圓角(jiǎo),垂直於分型麵(miàn)的肋應有鑄(zhù)造(zào)斜度(dù)。除(chú)此,還應(yīng)考慮(lǜ)一下問題;
1、應用肋來提高床身鑄件質量和負(fù)載性能,再設計鑄鐵件加強肋時(shí),應考慮鑄(zhù)鐵的抗壓強度(dù)是抗拉強度的3~4倍的特點,不應(yīng)使肋處在拉應力狀態下工(gōng)作,而應使其在承受壓力狀態(tài)下工作。
2、肋(lèi)的布局應盡量減少熱節點;肋的布置要盡量避免肋與肋的(de)十字形交叉,肋與壁相交時候如有 ,可在熱節點出開(kāi)孔,以防止縮鬆(sōng)、裂紋。
3、肋的尺寸 肋的厚度應(yīng)小(xiǎo)於床身鑄件壁厚,鑄件腔中肋的厚度又應小於鑄件外肋。
機床床身鑄件的變形原因往往是(shì)複(fù)雜的,但是我們隻要掌握其變形(xíng)規律(lǜ),分析其產生原(yuán)因,采用不同的方法(fǎ)進行(háng)預防床身鑄件的變形(xíng)是能夠減少的,也是(shì)能夠控製(zhì)的。一般來(lái)說,對(duì)於床身鑄件的熱處理變形可采(cǎi)用(yòng)以(yǐ)下方法預防。
1、合理選材,對於床身鑄件應(yīng)選擇材質好(hǎo)的為變形鋼(如空淬鋼),對碳(tàn)化物質的應進行合(hé)理鍛造並進行調質熱處理,對較大和無法鍛造鋼進行固融(róng)雙細化熱處理。
2、機床床(chuáng)身(shēn)鑄件結構設計要合理,厚薄不要太(tài)懸殊,形狀要(yào)對稱(chēng),對(duì)於形狀較大鑄件(jiàn)要掌握變形規(guī)律,預留加工量,對於大型、複雜的可采用組合結構。
3、複雜機床床身鑄(zhù)件要進行預先熱處理(lǐ),機械加工過成中產生的殘餘應力。
4、合理選擇加熱溫度,控製加熱速度,對於複(fù)雜機床鑄(zhù)件可采用緩慢加熱,預熱和其(qí)它均衡加熱方法來減(jiǎn)少鑄件熱處理變形。
5、對於複雜機床床身鑄件,在條件允許的情況下,盡量用(yòng)真空加熱或淬火工藝。
6、在修補機床床(chuáng)身鑄件砂眼、氣孔、磨損等缺陷(xiàn)時,選用冷焊機等熱影響小的設備以避免過程(chéng)中變(biàn)形的產生。
另(lìng)外,正確的熱處理工(gōng)藝操作(如堵孔,綁孔、機械固定、適宜的加熱方法、正確選擇鑄件的冷卻方向和冷卻(què)介質的運動方向等)和合理的回火熱處理(lǐ)工藝(yì)也是減少機床床身鑄件變(biàn)形的措施。
 箱體
箱體生產內部存在氣孔,裂紋...
箱體
箱體生產內部存在氣孔,裂紋...
 球墨鑄鐵件標準
球墨(mò)鑄鐵件標準:特性及適用...
球墨鑄鐵件標準
球墨(mò)鑄鐵件標準:特性及適用...
 球墨刀(dāo)庫箱體
球墨刀庫箱體正火的目的是為(wéi)...
球墨刀(dāo)庫箱體
球墨刀庫箱體正火的目的是為(wéi)...
 鑄(zhù)件製造
鑄件製造是一種鑄造工藝,現...
鑄(zhù)件製造
鑄件製造是一種鑄造工藝,現...