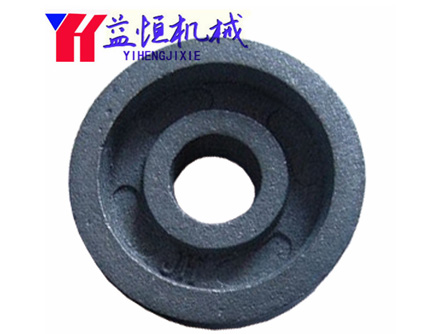
軸承室球鐵鑄件1軸承室球鐵鑄件流動性較差(chà),收縮較大,因此需要較高的澆注溫度及(jí)較...
軸承室球鐵鑄件1軸承室球鐵鑄件流動性較差(chà),收縮較大,因此需要較高的澆注溫度及(jí)較... 軸承室(shì)球鐵鑄(zhù)件軸承室球鐵鑄件結構取決於鑄件形狀、尺(chǐ)寸大小;分型麵數量;合(hé)金...
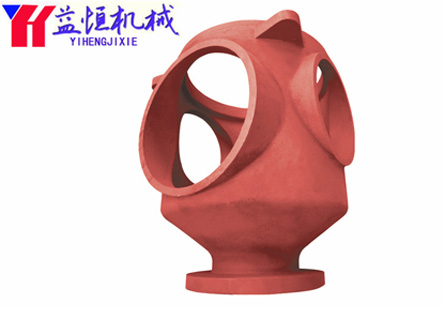
軸承室(shì)球鐵鑄(zhù)件軸承室球鐵鑄件結構取決於鑄件形狀、尺(chǐ)寸大小;分型麵數量;合(hé)金... 箱(xiāng)體箱體(tǐ)生產內部存在氣孔,裂紋,縮孔和縮(suō)鬆,晶粒(lì)粗大,組織(zhī)不均(jun1)及殘餘內應...
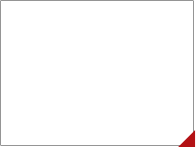
箱(xiāng)體箱體(tǐ)生產內部存在氣孔,裂紋,縮孔和縮(suō)鬆,晶粒(lì)粗大,組織(zhī)不均(jun1)及殘餘內應... 球墨鑄件出口(kǒu)1球墨鑄件嚴(yán)格要求化學(xué)成(chéng)分,對原鐵液要求的碳(tàn)矽含量比灰鑄鐵(tiě)高,降...
球墨鑄件出口(kǒu)1球墨鑄件嚴(yán)格要求化學(xué)成(chéng)分,對原鐵液要求的碳(tàn)矽含量比灰鑄鐵(tiě)高,降... 球墨鑄件出口球墨鑄鐵流動性較差(chà),收縮(suō)較大,因此需要較高的澆注溫度及(jí)較大的澆...
球墨鑄件出口球墨鑄鐵流動性較差(chà),收縮(suō)較大,因此需要較高的澆注溫度及(jí)較大的澆...
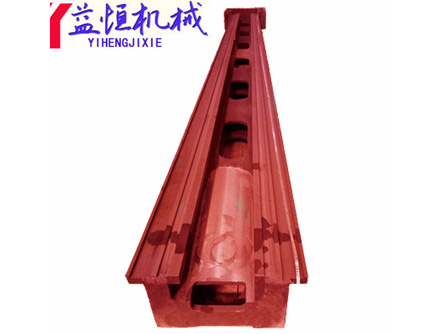
機床鑄鐵(tiě)床身加工流(liú)程介紹:
機床鑄(zhù)鐵床身加工流程包括:精(jīng)加工、粗(cū)加工、光整加工的工序特點。益恒機械製造是河北地區少有(yǒu)的幾家數控機床精加工廠家(jiā),我們(men)公司的機床鑄鐵床身(shēn)采用(yòng)有一條完善的(de)樹脂(zhī)砂生產線,各種機床床身鑄(zhù)件均采用樹脂砂、消失模鑄造。這種工藝使得鑄件尺寸,均勻一致,不扣箱,鑄件無飛邊(biān)、毛刺;表麵光滑度接近鑄(zhù)造,內部結構穩定,排除(chú)或(huò)降(jiàng)低了砂眼、氣孔等鑄造缺陷,整個生產過程環保,沒有汙染。
下麵為您(nín)介紹機床鑄鐵床身的幾種加工工序:
1.機床鑄(zhù)鐵床身鑄件(機床(chuáng)鑄件)精加工工序
從經過粗加工的表麵上切去較少的加工餘量,使工件達到較高的加工精度及表麵質量的工序為精加工工序。如工件表麵無(wú)特別(bié)高的要求,精加工常作為 終加工。
2.機床鑄鐵床身(shēn)鑄件光整加工工序(xù)
它是從經過(guò)精加工的工件表麵上(shàng)切去很少的加工餘量(liàng),很高的加工精度及很小的表麵粗糙度值。研(yán)磨、珩磨、超精加工(gōng)及拋光等方法屬於光(guāng)整加工工序。
3.機床鑄鐵床身鑄(zhù)件粗加工工序
從工(gōng)件上切去大部分加工餘量(liàng),使其形狀和尺寸接近成品(pǐn)要求的工序為粗(cū)加(jiā)工工序。其加工精度較低,表麵粗糙度(dù)值(zhí)較(jiào)大,一般用於要求不高或非配合表麵的 終加工,也作為精加工(gōng)的預加工。
機床(chuáng)鑄件(jiàn)係(xì)列加工:
益(yì)恒機械製造承接實型(消失模)、樹脂砂鑄(zhù)件加工,包括(kuò)汽輪(lún)機廠的墊箱、機(jī)床廠的床身、立柱、橫梁、工(gōng)作台、機械設備的鑄鐵底座產品係列製造(zào)合理、結構穩定、、、使用壽命長、材料均采用HT200-300高(gāo)排號鑄鐵硬度為(wéi)HB160-210。