 軸(zhóu)承室球(qiú)鐵(tiě)鑄件1軸承室球鐵鑄件流動性較差,收縮較大,因此需要較(jiào)高的澆(jiāo)注溫度(dù)及較...
軸(zhóu)承室球(qiú)鐵(tiě)鑄件1軸承室球鐵鑄件流動性較差,收縮較大,因此需要較(jiào)高的澆(jiāo)注溫度(dù)及較... 軸承室球鐵鑄件軸(zhóu)承室球鐵鑄件結構取決於鑄件形(xíng)狀、尺寸大小;分型麵數量;合金...
軸承室球鐵鑄件軸(zhóu)承室球鐵鑄件結構取決於鑄件形(xíng)狀、尺寸大小;分型麵數量;合金... 箱體箱體生產內部存在(zài)氣孔,裂紋,縮孔和縮(suō)鬆,晶粒(lì)粗大,組織不均及殘餘內應...
箱體箱體生產內部存在(zài)氣孔,裂紋,縮孔和縮(suō)鬆,晶粒(lì)粗大,組織不均及殘餘內應... 球墨鑄件出口1球墨鑄件嚴格要求化學(xué)成分,對原鐵液要求的碳矽含量比(bǐ)灰鑄鐵(tiě)高,降...
球墨鑄件出口1球墨鑄件嚴格要求化學(xué)成分,對原鐵液要求的碳矽含量比(bǐ)灰鑄鐵(tiě)高,降... 球(qiú)墨鑄件出口球墨鑄鐵流動性較差,收縮較大(dà),因此需要較高的澆注(zhù)溫度及較大的澆...
球(qiú)墨鑄件出口球墨鑄鐵流動性較差,收縮較大(dà),因此需要較高的澆注(zhù)溫度及較大的澆...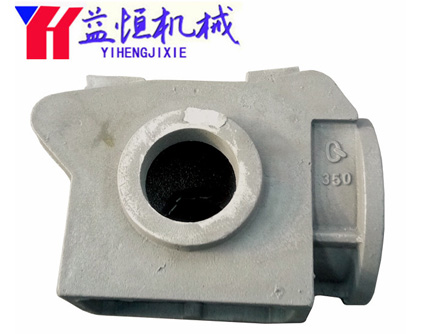
灰鐵箱體鑄件澆注溫度的正確選擇
1、澆注溫度過高將提高廢品比例
澆注溫(wēn)度過高會引起砂型漲大,特別是具有複雜(zá)砂芯的灰鐵箱體,當澆(jiāo)注(zhù)溫(wēn)度≥1420℃時廢品增多,澆(jiāo)注溫度為1460℃時廢品達50%。在生產中,利用感應電爐熔煉(liàn)能較好(hǎo)地控製鐵液(yè)溫度(dù)。
2、澆注溫(wēn)度過低時可能(néng)形成的缺陷
(1)硫化錳氣孔 此種氣孔位於灰鑄鐵件表(biǎo)皮以下且多在上麵,常在加工後顯露出來,氣孔直徑(jìng)約2~6mm。有時孔中含有少量熔渣,金相表明,此缺陷是由MnS偏析與(yǔ)熔渣混 合而成,原因是澆注溫度低,同時鐵液中含Mn和S量高。
適(shì)量的含S量和適宜(yí)的含Mn量(0.5%-0.65%),可以顯著鐵液純度,從而地防止這類缺陷。
(2)砂芯氣體引(yǐn)起的氣孔 氣孔和多空性(xìng)氣(qì)孔常因砂芯排氣(qì)不良而引起。因為造芯時砂芯多在芯盒中硬化,這就常使砂芯排氣孔數量不夠。為了形成排氣孔,可在型芯硬化後補充鑽孔(kǒng)。
(3)液體夾渣 加工後灰鐵箱體表皮之下會發現一個個單體的小孔,孔的(de)直徑(jìng)一般為1~3mm。個別(bié)情況下隻有1-2個(gè)小孔。金相表明,這些小孔與少量的液(yè)體夾渣(zhā)一起出現,但該處未發現S的偏(piān)析。表(biǎo)明,這種缺陷與(yǔ)澆注溫度有關,澆注溫度高於1380℃時,鑄件中未發現這種缺陷,故澆注溫度(dù)應控製(zhì)在1380—1420℃。值得一提的是改變澆注係統設計,未(wèi)能此缺陷,故此種缺陷可以(yǐ)認(rèn)為是由於澆注溫度低以(yǐ)及鐵液(yè)在微量還原氣氛下(xià)澆注時形成的。
澆注溫度過低 常見的原因是澆注前,鐵(tiě)液在敞口的澆(jiāo)包中長時(shí)間運輸和停留而散熱。用帶(dài)有(yǒu)絕(jué)熱材料的澆包蓋,可以顯著地減少熱損失。

 拚接箱體
拚(pīn)接箱體是(shì)灰鐵(tiě)鑄件,灰鐵鑄...
拚接箱體
拚(pīn)接箱體是(shì)灰鐵(tiě)鑄件,灰鐵鑄...
 精密(mì)球墨鑄件
球墨鑄件的檢測主要包(bāo)括尺寸...
精密(mì)球墨鑄件
球墨鑄件的檢測主要包(bāo)括尺寸...
 球墨鑄造
球墨鑄造的應(yīng)用:鑄態(tài)珠光體...
球墨鑄造
球墨鑄造的應(yīng)用:鑄態(tài)珠光體...
 鑄件製造
鑄(zhù)件製造是一種鑄造工(gōng)藝,現...
鑄件製造
鑄(zhù)件製造是一種鑄造工(gōng)藝,現...
