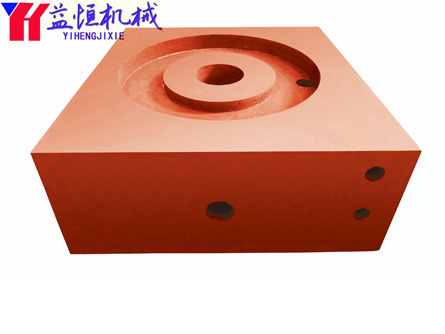
 磨床床身鑄(zhù)件磨床床身鑄件(jiàn)的用途介紹:提(tí)高型砂、芯砂的耐火度。經過機械加工(gōng)...
磨床床身鑄(zhù)件磨床床身鑄件(jiàn)的用途介紹:提(tí)高型砂、芯砂的耐火度。經過機械加工(gōng)...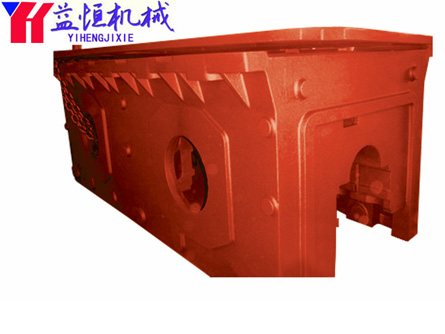 機床鑄件機床鑄件是(shì)機械、機床、造船、汽車、電力等多個行業機械作業過(guò)程...
機床鑄件機床鑄件是(shì)機械、機床、造船、汽車、電力等多個行業機械作業過(guò)程... 球墨鑄件球(qiú)墨鑄件結構與益恒球墨鑄件壁對球墨鑄件壽命的影響:在滿足球墨...
球墨鑄件球(qiú)墨鑄件結構與益恒球墨鑄件壁對球墨鑄件壽命的影響:在滿足球墨... 鑄造加工件我公司鑄(zhù)造與機械加工為一體,始建於1985年,現已建(jiàn)立(lì)了從模具製...
鑄造加工件我公司鑄(zhù)造與機械加工為一體,始建於1985年,現已建(jiàn)立(lì)了從模具製...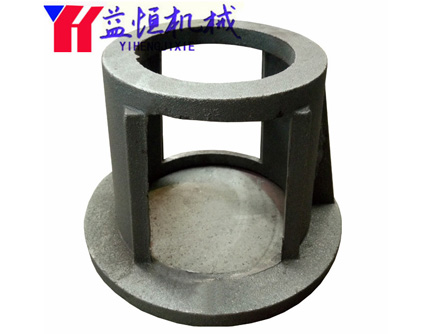 灰鐵鑄件(jiàn)廠家因為生產工藝要求的不同,灰鐵鑄件廠家對灰鐵鑄件的硬度要求也(yě)不...
灰鐵鑄件(jiàn)廠家因為生產工藝要求的不同,灰鐵鑄件廠家對灰鐵鑄件的硬度要求也(yě)不...機床(chuáng)床身鑄件的塗裝工藝技術要(yào)求
1.機床床身塗裝前(qián)要對床身鑄件進行檢查,對表麵凹凸不平(píng)處要使用工(gōng)具進行修整,表麵的汙物要予以。
2.經過機械加工後的床身鑄件,塗漆前 用金屬清洗劑或潔淨(jìng)的工業汽油(yóu)進行淋洗或刷洗,表麵的油汙和其他汙物。
3.底漆刷塗或噴、浸要均勻(yún),底漆在使用前 充分攪拌均勻,稀釋至適當的年度再進行塗抹(mò)。
4.填充鑄件凹陷的原(yuán)子灰要按照產品的使用說明加(jiā)入適量的固化劑,使用前 充分(fèn)攪拌均勻。
5.如果使用過氯乙烯填充床身鑄(zhù)件的凹(āo)陷(xiàn),每次刮塗不宜太厚,刮塗厚度一般在0.5毫米左右,每次(cì)刮塗 等上以次刮塗的材料幹後再進行。
6.使用過氯乙烯填充(chōng)床身鑄件凹陷後 等其幹燥後才能進行打(dǎ)磨,每次打磨後均需要表麵的磨漿和粉塵。
7.采用水磨技術進行打磨,為防止機床鑄(zhù)件經過(guò)加工的表麵生鏽,需(xū)要(yào)采用防鏽水進行打(dǎ)磨。
8.經過打磨後,如果有金屬外露(lù)現象(xiàng),需要不刷配套的底漆。
9.在 後一到膩子打磨清理幹淨(jìng)後,需要噴塗過氯乙烯 道底漆,這樣可以提高漆(qī)膜的平整(zhěng)度,提高漆膜的光澤。
